-
 Spanlose Metallverarbeitungist unsere Passion.
Spanlose Metallverarbeitungist unsere Passion. -
 Fachkundige Beratunginklusive Konstruktion per CAD und Prototypenbau.
Fachkundige Beratunginklusive Konstruktion per CAD und Prototypenbau. -
 Zuschneidenper Laser, Wasserstrahl, Sägen oder Stanzen.
Zuschneidenper Laser, Wasserstrahl, Sägen oder Stanzen. -
 Umformenper Abkanten, Biegen, Richten oder Runden.
Umformenper Abkanten, Biegen, Richten oder Runden. -
 Verarbeitenwir Fräsen, Drehen und Schweissen Blech und Metall.
Verarbeitenwir Fräsen, Drehen und Schweissen Blech und Metall.
Ihre Vorteile
mit uns als Partner
Wissen und Erfahrung, hohe Qualität und Zuverlässigkeit zeichnet RichterTech GmbH aus. Unser Angebot umfasst die spanlose Metallumformung, Schnitt-, Stanz- und Umformtechnik bis zur leichten Massivumformung sowie der Herstellung von Scharnieren und bei der Lohnfertigung beim CNC-Fräsen.
Zertifizierte Qualität
Qualitätssicherung ist für RichterTech GmbH kein leeres Wort - sondern gelebter Alltag! Mit dem Qualitätsmanagement ISO 9001 der Grundlage einer erfolgreichen Zusammenarbeit und dem Umweltmanagement ISO 14001. Ein Schritt weiter Richtung Zukunft.
Erstklassiger Service
Wir beraten, planen und konstruieren innovative Lösungen mit viel Leidenschaft und technischem Wissen. RichterTech GmbH steht für effiziente, kundenorientierte Zusammenarbeit in jeder Phase von Entwicklung über Produktdesign bis zur Produktion.
Faire Konditionen
Mit ständigen Optimierungen und Investitionen ist RichterTech GmbH auch in Zukunft ihr Partner, für Effizienz, Technik, Logistik, Flexibilität und höchste Qualität zu fairen Konditionen.
Schnell und flexibel
Mit viel Know-how und modernste Fertigungstechnik, kombiniert mit einer Logistik die von motivierten RichterTech GmbH-Mitarbeitern beherrscht wird, entstehen echte WIN-WIN Erfahrungen und Ergebnisse.
RichterTech GmbH
RichterTech GmbH - unsere Passion.
Leidenschaft kombiniert mit Full-Service dafür steht RichterTech mit persönlicher Betreuung und einem durchgängigen Dienstleistungsangebot.
Wer erfolgreich sein will, braucht innovative Technologien, Produkte und Partner.
Für passgenaue Blechteile brauchen Sie sich nicht zu verbiegen - das übernehmen wir für Sie.
Die Firma Richtertech GmbH ist ein engagiertes Unternehmen, das erfolgreich unterschiedliche moderne Technologien, Fertigungsmethoden in der Blechbearbeitung mit Fachwissen und Erfahrung aktiv umsetzt, und nebenbei entsteht eine hohe Qualität und Zuverlässigkeit.
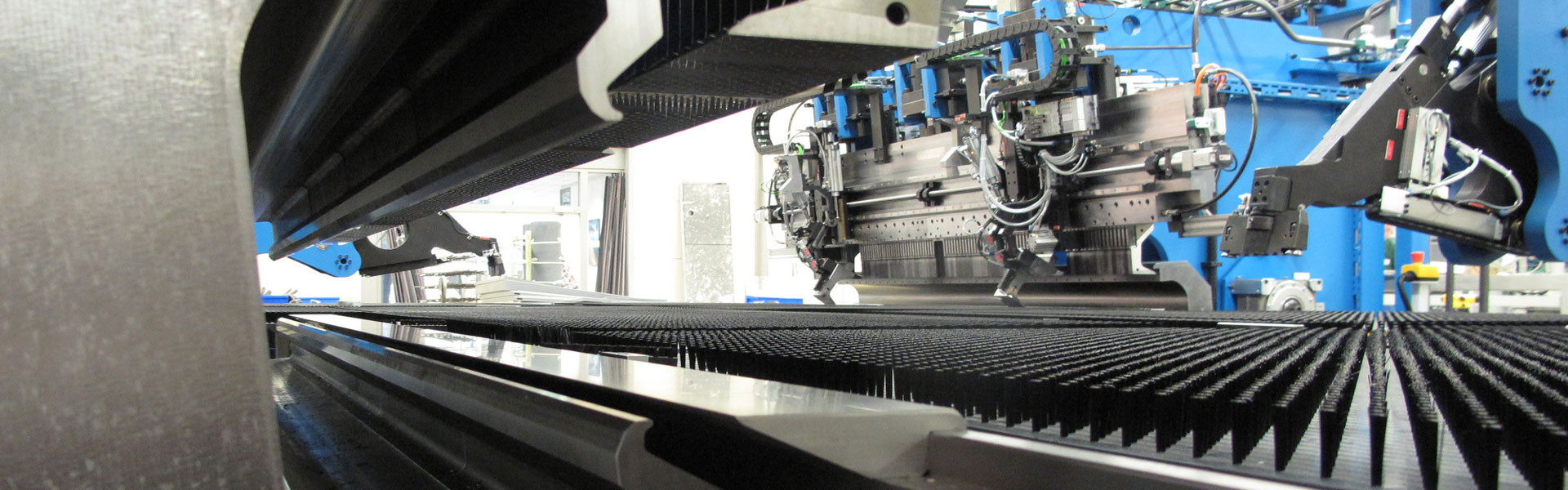
Für die Weiterverarbeitung Ihrer Teile kommt bei uns eine moderne Abkantpresse von Trumpf zum Einsatz, die ein Höchstmass an Flexibilität, Präzision und Wiederholgenauigkeit bietet. kombiniert mit Erfahrung und einer außerordentlichen Auswahl an Werkzeugen und Sonderwerkzeugen stellen wir uns immer den höchsten Ansprüchen an Genauigkeit, Wirtschaftlichkeit und Design. Diese Eckpfeiler machen uns zu einem leistungsfähigen Partner für die Fertigung Ihrer Biegeteile in der Blechfertigung.
Flexibel erfüllen wir Sonderwünsche. Fähigkeit macht beweglich.
Wir sind spezialisiert auf Kantarbeiten von Blechen der Materialstärke 0,1 bis maximal 3.0 Millimeter.
Unser Angebot geht jedoch über die Blechbearbeitung hinaus, wir montieren, fügen und fertigen auch spannabhebend komplexe Baugruppen mit Zertifikat z.B Rohs-konformität bis hin zur ISO 9001 dokumentierten ausgelieferten Handelsware.
Ebenfalls entwickeln, konstruieren und fertigen wir für Ihre Produkte ein passendes Sonderwerkzeug.
Dadurch sind wir in der Lage, auch außergewöhnliche Kantteilekonture.
Bei uns bekommen Sie alles aus einer Hand!
Leistungen von RichterTech GmbH
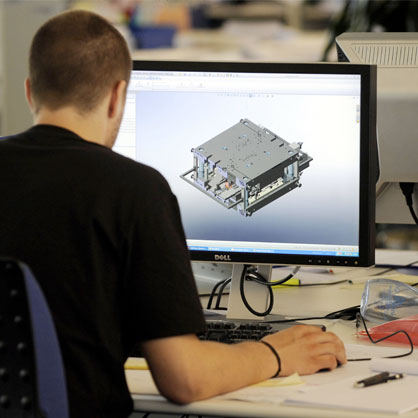
Planung
Beratung / Entwicklung / Konstruktion
Mit viel Leidenschaft und technischem Wissen beraten, planen und konstruieren wir innovative Lösungen und stellen uns jeder Herausforderung. Unsere Kunden schätzen die effiziente Zusammenarbeit bereits in der Phase von Entwicklung und Produktdesign.
Produktion
Fabrikation / Montage
Diese Seiten sind für Sie! Um Möglichkeiten der Kombinationen zwischen den einzelnen Fertigungstechnologien für ihr Produkt zu erkennen, bereits im Vorfeld Optimierungen anzudenken und als Vorbereitung für einen ersten Kontakt mit RichterTech GmbH. Die Seiten werden ständig ergänzt und sind nicht vollständig.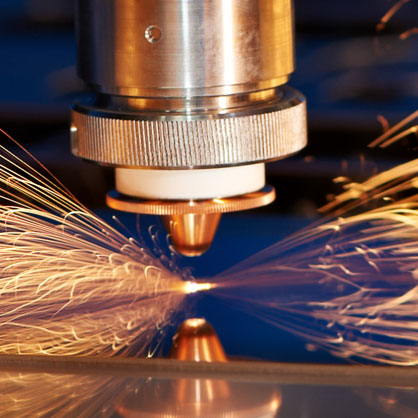
Zuschneiden
Oberflächen / Kanten
Erst ein professionelles Oberflächenfinish Perfektioniert die Blechkonstruktion. «Kratzfrei- und Riefenfrei»-Ansprüche an Blechteile sind uns Herausforderung und Motivation zugleich, vom Teilehandling über die Bearbeitung bis zum Transport.
Verbinden
Schweissen / Fügen
RichterTech GmbH nimmt diese Aufgabe sehr genau, deswegen sorgen ausschliesslich qualifizierte Mitarbeiter für das nachhaltige Fügen von Aluminium, Edelstahl und Stahl.
Umformen
Stanzteile / Umformteile
RichterTech GmbH fertigt Stanzteile und Umformteile mit Einlegepressen und modernen Stanzautomaten, im Presskraftbereich von 40 bis 200 Tonnen, für die Automobil-Industrie, für Elektrowerkzeuge und Schaltgeräte, Präzisionsapparate usw.
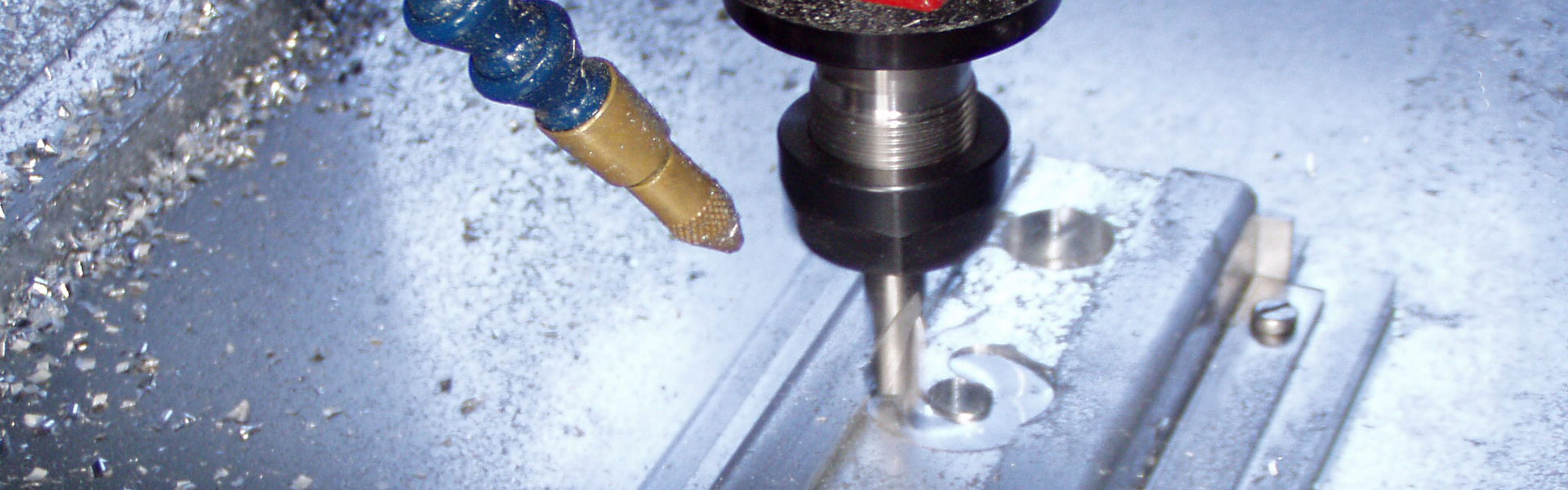
Lohnfertigung
CNC-Fräsen / Stanzen
Unkompliziert, genau und flexibel inklusive der Materialien, Fertigung, Lieferung alles aus einer Hand zu Ihrer vollsten Zufriedenheit. Eben: CNC-Fräsqualität von RichterTech GmbH! RichterTech GmbH Stanzteile und Umformteile sind mit Einlegepressen und modernen Stanzautomaten, im Presskraftbereich von 40 bis 200 Tonnen.